
News & Articles
Discover insightful articles, expert tips, and the latest industry trends to keep you informed and inspired.

The Different Types of Capping Machines and Their Uses
An automatic capping machine sorts, feeds, and applies a cap or closure to a container as it moves down a...

What is a Bottle Unscrambler and Principles of Operation?
A bottle unscrambler is a machine used to feed bottles onto production lines in the bottling industries. Many designs are...

Will an in-line bottle capper work well with large diameter caps?
Will an in-line bottle capper work well with large diameter caps? The main issue or most common problem that you...

What is a Conveyor System?
Many conveyor systems serve different purposes, from transporting bottles from a filling machine to an inline capper to a conveyor...

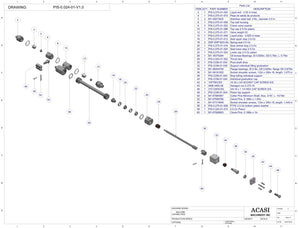
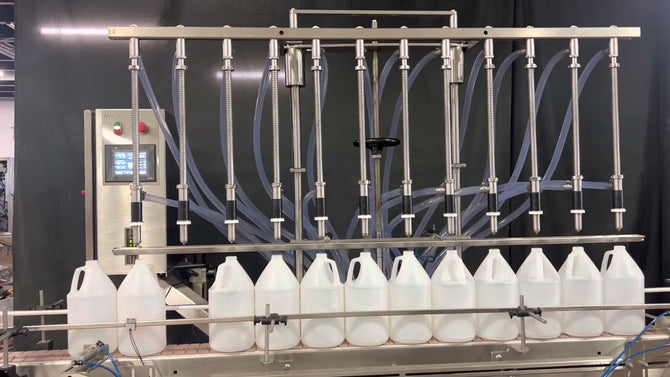
Piston Filler - Model Trupiston
When trying to figure out what filling machine to purchase for your company, look no further than our TruPiston filler....

A friendly guide for some overflow inline filler machines troubleshooting
When a customer buys a machine, a production line or a project: bottle unscrambler machine, conveyors, overflow or piston inline...

Improving Your Business Productivity: How Packaging Machinery Impacts Your Topline
Any sector seeks to increase business productivity, and packing machinery plays an important, but sometimes underappreciated, role in this endeavor....

About ACASI
ACASI Machinery began it’s business as a used equipment dealer and equipment remanufacturing, troubleshooting, parts, etc.. selling exclusively in Venezuela....