
News & Articles
Discover insightful articles, expert tips, and the latest industry trends to keep you informed and inspired.

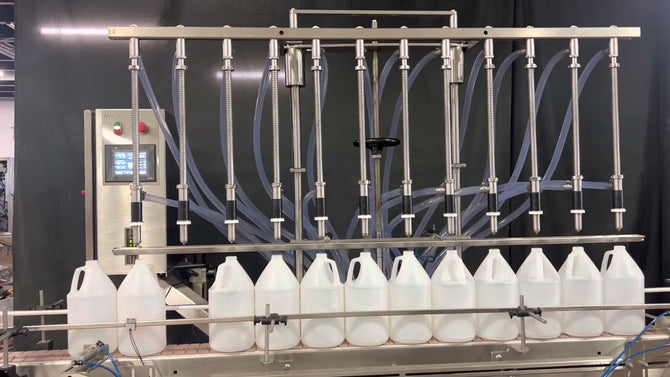
A friendly guide for some overflow inline filler machines troubleshooting
When a customer buys a machine, a production line or a project: bottle unscrambler machine, conveyors, overflow or piston inline...

Improved production and utilization of available resources in bottling lines that run plastic bottles
One of the productivity factors that is frequently overlooked by companies has to do with bottlenecks at the beginning of...