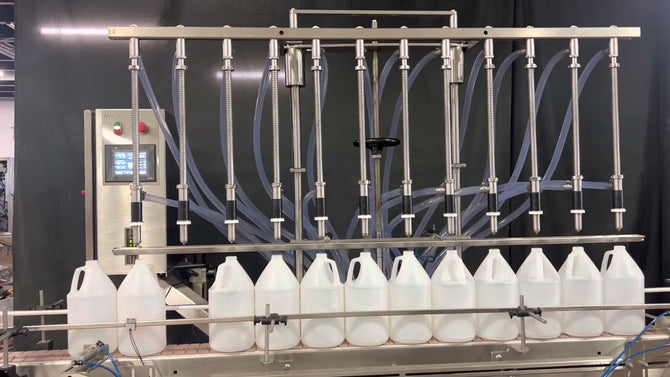

When a customer buys a machine, a production line or a project: bottle unscrambler machine, conveyors, overflow or piston inline filler machine, inline capper machine, chuck capper, rotary tables, bottle gap transfers, bottle labelers, etc, all settings are made in our facilities to ensure the proper functioning of all systems. Once installed the machines in the final customer facility, the behavior of the production line can vary and obtain undesirable results in some systems, as a resulted to do a little adjusments to resolve these issues. The reason for this: little variations in the new environment: light, temperature, voltage, current, stability. quality of containers and caps, etc.
Another variant of this same matter is when the customer decides to run new formats of bottles and / or caps, being necessary then, readjustments of settings. In addition, there may be cases of variations in the quality of the caps and containers, although they remain the same, they could affect the initial configurations of the line, even when the production line takes many hours with a stable behavior.
I intend in this article to give you a guide to solve these problems.
Some number of calls for technical service, are related to the mismatch of the sensitivity of the sensors, responsible for counting the inputs and outputs of bottles in the filling area. Next, a video of how to solve this problem, whenever necessary.
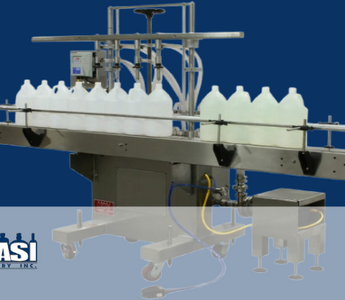
Of course, problems may occur and one of the most common issues concerning to the GI 3300 Automatic Overflow Bottle Filler, is because the conveyor is not working. This may stop working for several reasons:
When the function "Clean in place" is activated and the machine is turned off, this function is still active when turning the overflow inline filler machine on, preventing the conveyor and pump from working. Therefore, it is very important to check that function status.
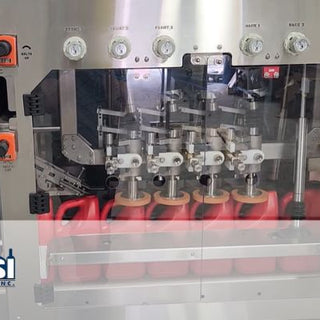
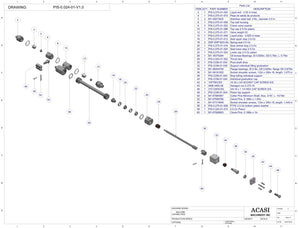
In order to work, the machine needs to have a logic, that logic is given by a system of sensors (proximity sensors and bottles input and bottles output sensors). In order the conveyor to work, the proximity sensor must be activated, which indicates the filler nozzles are up. For this, make sure the sensor is on. If the sensor is not, it can be due to two reasons: a) the sensor is not having contact with the main bar of the overflow filler machine, the sensor has been moved because it has been unscrewed by the movement of the nozzles , or b) the sensor is badly connected electrically, this prevents the PLC from receiving the signal from the sensor, therefore the PLC can not send the signal to the conveyor motor to turn it on. This sensor is connected to one of the inputs of the PLC (the PLC is the brain of the machine) and the logic of the operation is as follows: while the PLC is receiving a signal from the sensor, it will activate 2 outputs connected to the conveyor's driver. As a consequence, if the sensor is not properly connected to the input of the PLC (see the electrical drawing to know the number of the PLC input) the PLC will not be able to action the conveyor.








{kind=link}