
Will an in-line bottle capper work well with large diameter caps?
The main issue or most common problem that you will have with working with large diameter caps is cross threading, It is very common and in some cases it simply can’t be done on in line cappers.
To be able to address this question we have to take into consideration that every bottle and every cap behave differently, and there are bottles and caps that have been designed so an inline bottle capper will work well with them. On the other hand there are bottles and caps poorly manufactured or poorly designed that will have difficulties in any type of bottle capper.
Having said that if your bottle has a good design it will be a lot easier to set up your bottle capping machine to work properly, But keep in mind that the larger caps are harder to set up than smaller caps, And the required applying torque is much higher.
Here are some features that an inline bottle capper should have to handle larger diameter caps:
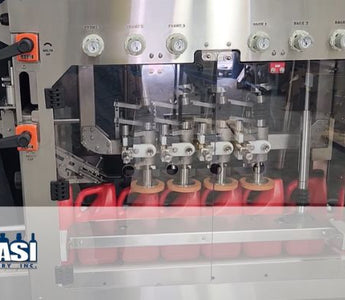
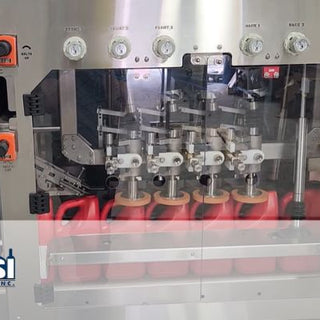
1) Spring loaded capping discs, If the machine has this feature in addition to being able to torque much higher you will be able to get more contact on your cap because your capping disc won’t necessarily have to be tangent but can actually be half an inch or more into the cap and follow the contour of it.
2) Reverse first set of spindles, This feature has become very popular and with the right bottle and will work great but if your bottle and cap are not designed to use this feature it won’t do any good. The reverse spindles will work when your bottle has a non-threaded space so when the bottle picks up the cap, then the spindles reverse or unscrew the cap it will use that space and sit flat before going into the next spindles where it will be torqued.
3) Inspection and bottle reject, It doesn’t matter how well your machine is set, you are going to get a few misses, a great set up will give you more than 99.5% correct capping placement (that is 5 Incorrect Bottles out of every thousand) but that number will be a lot lower on large diameter caps, so if you’re getting a 98% correct placement that means you’re getting one bad bottle out of every 50 and If you’re running at 50 bottles per minute you’re getting between 1 and 2 bad bottles every minute, so you will probably have someone dedicated to checking the the caps. If you install a bottle reject this unit will take out all the bad bottles, and place those in a reject table, so instead of having a dedicated person supervising your machine you can have the Line supervisor just check every 10, 20 or 30 minutes the bottles sitting on the table. And fix that issue in a couple of minutes instead of having a dedicated person for that task.
The conclusion would be that each application is different so before you decide which manufacturer you will be buying the bottle capper from, make sure they give you a performance guarantee and see if that matches your expectations and/or necessities
Isaac Possin







{kind=link}