
News & Articles
Discover insightful articles, expert tips, and the latest industry trends to keep you informed and inspired.

What is a Filling Machine Operator? (Job Description & Salary)
A filling machine operator job is to run the filling section of a production line; depending on the type of...

How to Label a Bottle
The specific bottle size and shape, and labels –perhaps the most important– are an integral part of your product’s branding....

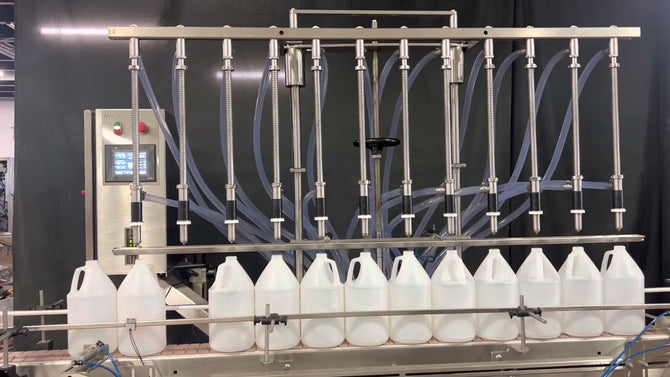
What is a Filling Machine ? (Types of Filling Machines)
In the bottling and packaging industry, a filling machine refers to the device that manufacturers use to help them fill...

How to cap a bottle
To answer the question of how to cap a bottle I would need some basic information like, what type of...

Bottle Unscrambler under utilization throughout the bottling industry
After visiting more than one hundred manufacturing facilities I’m always surprised by the lack of bottle unscramblers being used...

Improved production and utilization of available resources in bottling lines that run plastic bottles
One of the productivity factors that is frequently overlooked by companies has to do with bottlenecks at the beginning of...

Capping problems
As a manufacturer of inline capper and chuck cappers we have dealt with thousands of different bottles and caps and...

Changing over and adjusting handy, fast and easy on inline capper machines model Trucap by Acasi Machinery
In the packaging business, specifically about bottle inline process (filling, capping, bottle handling), it is important that the machines be...